

一、系統分析
磚機生產(chǎn)中由于不同配料的比例嚴重影響粉煤灰制品的質(zhì)最,所以磚機的各種配料的自動(dòng)計量及精準加料就顯得較為重要.制磚機配料控制系統要能勝任環(huán)境惡劣及復雜的稱(chēng)重工作,精準度更高,重復性要好.維護更容易、更經(jīng)濟.同時(shí)還要能對稱(chēng)重數據進(jìn)行管理、處理和計算,并能進(jìn)行過(guò)程控制.
磚機配料系統由單片機控制稱(chēng)重傳感器的稱(chēng)重和設定比對點(diǎn),可靈活地計算并輸出控制信號,執行定值稱(chēng)量,控制各個(gè)物料稱(chēng)量料斗和水泵的運轉.同時(shí)進(jìn)行誤差檢查.精準計算各進(jìn)料倉的配料重量,得到想要的重復性和精度;當重量達到預定目標后,控制系統發(fā)出指令 .通過(guò)編碼器控制伺服系統,通過(guò)液壓控制,關(guān)閉進(jìn)料翻斗闊門(mén).實(shí)現配料精準計量及自動(dòng)進(jìn)料.精準的磚機配料系統根據要求和性能,設計圖見(jiàn)圖1 .
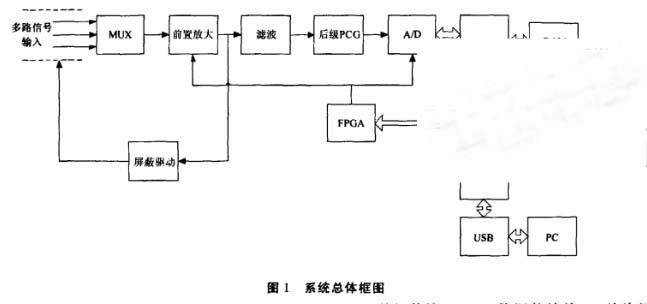
該系統主要由稱(chēng)重傳感器和信號調理部分、 C8051 單片機主控部分、健盤(pán)和顯示部分、 USB 數據通信、RS232 通信 6 個(gè)部分組成.多路稱(chēng)重傳感器信號經(jīng)過(guò)多路開(kāi)關(guān)選擇輸入到信號調理部分.經(jīng)過(guò)放大、濾波、A/D轉換后再進(jìn)人單片機,同時(shí)通過(guò)后級FPGA模塊調整信號放大倍數.由單片機內部定時(shí)器實(shí)現精準的時(shí)間定位.可通過(guò)健盤(pán)設置通道號以及測量顯示的精度,由液晶(LCD)顯示出來(lái),通過(guò) RS232 及 USB 與其他單片機進(jìn)行通信或者和 PC機進(jìn)行通信.為了使此系統運行穩定可靠及以后系統擴充集成的方便,設計時(shí)使用了盡量少的芯片.
二、精準的磚機配料系統的組成
磚機配料系統設計的主要內容一般包括硬件設計、軟件設計和抗干擾設計這3大部分.硬件設計主要是以單片機為核心的整個(gè)電子線(xiàn)路的設計.軟件設計主要包括監控管理程序和各種功能模塊的設計,抗干擾設計則主要是測控系統的控制器和前向及后向通道的抗干擾措施的采用.在該精準的磚機配料系統設計過(guò)程中.要按功能把系統劃分成若干個(gè)模塊,對各個(gè)模塊采用“自頂向下”的順序分別進(jìn)行設計和調試,最后將各個(gè)模塊連接起來(lái)進(jìn)行總體調試.在整個(gè)磚機系統中,單片機是系統的核心,因此在進(jìn)行硬件設計時(shí)要首先考慮單片機的選擇,然后再選擇與之配套的外圈芯片
2.1該精準配料系統的磚機單片機的選用
本磚機配料系統核心部分采用 Cygnal公司新多功能單片機C805lF系列芯片進(jìn)行設計.C805lF 系列單片機是完全集成的混合信號系統級芯片.具有與MCS一51指令集完全兼容的高速 CIP一51內核,峰值速度可達25MIPS;在一個(gè)芯片內集成了構成一個(gè)單片機數據采集或控側系統所需要的幾乎所有模擬和數字外設及其他功能部件(包括 PGA 、ADC、DAC、電壓比較器、電壓基準、溫度傳感器、I2C ,看門(mén)定時(shí)器及電源監視器等.C8051F單片機與其他8位單片機相比具有更為優(yōu)異的性能,成為許多測控系統的機型:C8051F主要控制稱(chēng)重傳感器信號的捕獲、起始和停止信號的判斷及各路信號比對、時(shí)間側定,數據顯示、USB數據傳輸、RS232數據傳物接口,單片機測控系統的核心是單片機,可以充分利用單片機對于數據的處理能力,更大限度地消除側控系統的隨機誤差和系統誤差.
2.2.1精磚磚機配料系統傳感器的選用
磚機配料控制系統包括骨料、石灰、水和輔加劑的計量控制.如何讓控制系統對這些原料 的定量稱(chēng)重進(jìn)行控制.這里就必須用到稱(chēng)重傳感器.傳感器是實(shí)現磚機配料系統測量與控制的首要環(huán)節.是測控系統的關(guān)鍵部件,它的主要功能是對原始信號進(jìn)行準確可靠的捕捉和轉換.傳感器的種類(lèi)很多.有電阻應變式、壓滋式,振弦式、電容式和電感式等.目前,電阻應變式應用得最為廣泛,它具有制作方便、工藝成熟、價(jià)格便宜、精度高、穩定性好等特點(diǎn)。
國內外2kg~500kg量程范圍內的稱(chēng)重傳感器,不論拉式結構還是壓式結構,均采用雙連孔彈性體作為轉換元件.不加線(xiàn)性補償,精度可達0.02~0.05級,并具有優(yōu)越的抗偏、抗側能力,廣泛應用于料斗稱(chēng)和皮帶秤.因此本系統的料斗稱(chēng)采用 S 形雙連孔拉壓式傳感器,簡(jiǎn)便起見(jiàn),其他石灰稱(chēng)和水計量泵所對應的傳感器都采用此種形式.
2.2.2傳感器輸出信號的放大
磚機設備運行中,配料放在料倉內,其重量使傳感器彈性體發(fā)生變形,輸出與重量成正比的電信號.傳感器輸出信號經(jīng)過(guò)信號調理板將其轉化成4~20mA的標準信號.傳感器輸出信號屬于高強嗓聲下的低頻徽弱信號.所以要求前置放大級應其有高輸入阻抗、高共模抑制比、低嗓聲、高增益且可調、低功耗和執干優(yōu)能力強的特點(diǎn).經(jīng)過(guò)比較,選用Analog Device公司的低價(jià)儀表放大器AD620,具體實(shí)現電路如圖2所示.
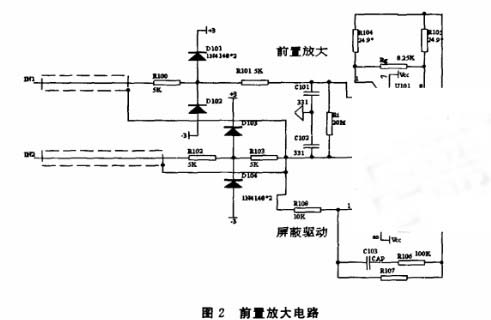
信號前置放大級的增益不易設定太高,以免在干擾較強時(shí)引起信號嚴重失真,為更好地消除共模電壓,設計了自舉屏蔽馭動(dòng)電路,如圖2所示.采用緩沖放大器將連接點(diǎn)的共模電位馭動(dòng)到屏蔽線(xiàn).在輸入共模信號時(shí)使屏蔽線(xiàn)與芯線(xiàn)等電位.在差模信號輸人時(shí)沒(méi)有影響.
2 . 2 . 3 信號的濾波
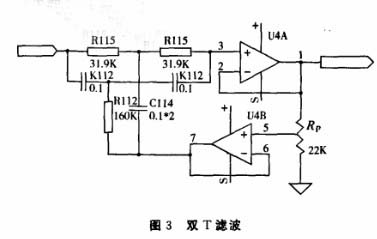
傳感器輸出信號受到各種嗓聲的干擾,嗓聲來(lái)源通常有下面幾種:工頻干擾、電極接觸噪聲、基線(xiàn)漂移等.其中,這些干擾中50Hz的工頻干擾最為嚴重,也是最難消除的.其他的各種嗓聲通過(guò)高截低通、高通低截濾波方法可以很好地消除.本文主要討論50H的工頻干擾的濾除.本系統充分發(fā)揮單片機系統的強大優(yōu)勢,編制50Hz數字濾波程序,從硬件和軟件2方面對其進(jìn)行消除.硬件部分采用雙T有源濾波器.其具體電路如圖3所示.
2.3后級PCG、A/D和FPGA
為避免在干擾較強時(shí)信號引起嚴重失真,前置放大級的增益不能設定太高,為此要達到較高的合適的放大倍數就要有后級放大器,并且要可調增益.這里選用可編程增益放大器PGA204.其數字可編程增益1,10,100, 1000,通過(guò)C8051F控制與前置放大器組合成合適的增益.經(jīng)綜合考慮,A/D轉換選用ADS8325. ADS8325是16位,取樣、模數(A/D)轉換器,線(xiàn)性特性非常好.低噪聲,低失真,典型轉換速率 100KSPS
FpGA(FIled一Progratnmable GateArray ,現場(chǎng)可編程門(mén)陣列,模塊主要提高系統的通用性和構件性,便于以后系統的擴展和重構.經(jīng)比較采用Atmel的AT17C512芯片,實(shí)現對多絡(luò )開(kāi)關(guān)MUX和PGA進(jìn)行邏輯控制,并作為CSO5lF的協(xié)處理器對數據進(jìn)行預處理.
三、伺服系統
CSOSIF輸出控制信號通過(guò)RS一232與伺服控制系統相連.伺服系統的應用使進(jìn)料的控制不但在機械性能、生產(chǎn)效率上得到了提高,同時(shí)在高速響應和高梢度控制方面也具有了 更高水準.伺服系統采用17 串行編碼器,大大提高了定位精度.
四、系統軟件設計
本系統軟件設計采用模塊設計法.單片機配料控制系統主要為3大模塊,即監控主程序、接口馭動(dòng)程序和命令處理程序.監控主程序主要有C805IF的軟件引導程序.接口驅動(dòng)程序主要有USB通信程序模塊、RS232通信模塊;命令處理程序又可以細分為物人/輸出模塊、傳感器信號的計算模塊、FPGA處理模塊、 50H:工頻教字濾波模塊和顯示模塊等.核個(gè)程序采用模塊化設計方式,程序的顯示和鍵盤(pán)掃描功能模塊由主函數直接處理,其余各個(gè)模塊采用中斷驅動(dòng)方式,以提高系統的效率和精度.為更大限度地消除系統側傲中的嗓聲干擾,充分發(fā)揮單片機系統的強大優(yōu)勢,
該磚機精準配料控制系統充分發(fā)揮C805IF芯片的優(yōu)點(diǎn),由單片機控制稱(chēng)重傳感器的稱(chēng)重和比較,并輸出控制信號,執行定值稱(chēng)量.實(shí)現配料精準計量及自動(dòng)進(jìn)料.單片機與組態(tài)軟件相結合的智能自動(dòng)控制方式克服了傳統控制系統的缺點(diǎn),經(jīng)過(guò)一年多的現場(chǎng)生產(chǎn)試臉,有效地提高了生產(chǎn)效率及機械設備的自動(dòng)化程度,節省了大量人力、物力.控制系統設計中預留了擴展接口,以便于以后系統的擴展與集成.
河南省杜甫機械磚機設備廠(chǎng)家,歡迎您的光臨,設備咨詢(xún)訂購電話(huà): 400-6363067 15036099981








