

全自動(dòng)碼坯機,機械手以高效率的生產(chǎn)特點(diǎn)逐漸被各大磚廠(chǎng)所使用,機械手的應用解決了以往的人工碼坯,勞動(dòng)力大,效率低,成本高等缺點(diǎn)。
全自動(dòng)碼坯機、機械手控制系統主要采用以下三種方式:一是繼電器控制系統;二是PLC控制系統;三是微機控制系統。繼電器控制系統由于故障率高、控制方式不靈活及功率消耗大等缺點(diǎn),目前已逐漸被人們所淘汰;微機控制系統雖然在智能控制方面有較強大的功能,但也存在一定的不足之處,即抗干擾性差,系統設計較復雜,一般維修人員難以掌握其維修技術(shù);而PLC控制系統由于運行可靠、使用維修方便、抗干擾性強等優(yōu)越性,成為目前在機械手控制系統中使用最多的控制方式。
全自動(dòng)碼坯機、機械手控制系統的操作
全自動(dòng)碼坯機、機械手控制系統中設置手動(dòng)/自動(dòng)兩種工作方式,并帶有顯示功能:當手動(dòng)了自動(dòng)轉換開(kāi)關(guān)打到手動(dòng)位置時(shí),按下相應的手動(dòng)操作按鈕,可實(shí)現上升、下降、左移、右移、夾緊敢松的手動(dòng)控制,同時(shí)“手動(dòng)’狀態(tài)指示燈亮,動(dòng)作時(shí)相應的指示燈亮。當機械手處于原位時(shí),“自動(dòng)”狀態(tài)指示燈亮,進(jìn)入自動(dòng)工作狀態(tài),手動(dòng)按鈕無(wú)效。

機械手工作示意圖如圖l所示,用來(lái)將工件從A點(diǎn)搬到B點(diǎn)。機械手的倉部動(dòng)作有氣缸驅動(dòng),汽缸由電磁閥控制。對于上升/下降、左移/右移,其運動(dòng)由雙線(xiàn)圈兩位電磁閥控制,對于夾緊/放松其運動(dòng)由單線(xiàn)圈兩位電磁閥控制,設備上裝有上、下限位開(kāi)關(guān)和左右限位開(kāi)關(guān)。
全自動(dòng)碼坯機、機械手控制系統工作原理
將機械手的原點(diǎn)(即原始狀態(tài))定為左位高位放松狀態(tài)。在原始狀態(tài)下,檢測到左工作 臺上有工件時(shí),機械手下降到低位,夾緊工件上升到高位,右移到右位高位,機械手下 降到低位,放松,然后上升到高位,左移恢復至原位。
全自動(dòng)碼坯機、機械手控制系統硬件軟件的設計
控制系統中共有13個(gè)輸入信號,7個(gè)輸出信號,根據PLC的l/O節點(diǎn)使用原則,留出一定 的I/O節點(diǎn)以做擴展時(shí)使用。
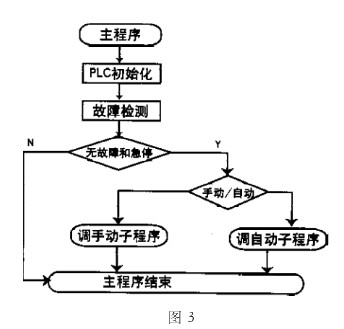
控制系統軟件設計根據系統要求,編寫(xiě)了系統軟件:程序流程圖如圖3所示。程序由主程序和兩個(gè)子程序組成,主程序實(shí)現系統初始化、檢測、判斷,子程序分別實(shí)現手動(dòng)和自動(dòng)控制。程序中編寫(xiě)了定時(shí)程序,使內部定時(shí)器按規定的時(shí)間動(dòng)作。








